National Waste Programme
Updated 24 November 2021

© Crown copyright 2021
This publication is licensed under the terms of the Open Government Licence v3.0 except where otherwise stated. To view this licence, visit nationalarchives.gov.uk/doc/open-government-licence/version/3 or write to the Information Policy Team, The National Archives, Kew, London TW9 4DU, or email: psi@nationalarchives.gov.uk.
Where we have identified any third party copyright information you will need to obtain permission from the copyright holders concerned.
This publication is available at https://www.gov.uk/government/publications/national-waste-programme/national-waste-programme
National Low Level Waste (LLW) Programme and Strategy
The UK has a nuclear history, and today is faced with the challenge of cleaning up the legacy of its early civil nuclear operations. This is a large scale programme undertaken by the Nuclear Decommissioning Authority (NDA). The contemporary nuclear industry also generates waste, which like any other household or industrial waste requires treatment and, potentially, disposal. (For more information on what radioactive waste is and the types generated please see the UK Radioactive Waste Inventory website).
Nuclear Waste Services (NWS) operates the only disposal site for low level radioactive waste in the UK available to all producers. However, in the early 2000s, it was recognised that the LLW Repository site did not have the capacity to meet future demand if the existing waste management practice (predominantly disposal to the Repository) did not change. The UK Government developed its UK 2007 LLW Policy, and in response the UK LLW Strategy was published.
The UK LLW Strategy, first published in 2010 (revised 2016), has three guiding themes:
- Application of the Waste Hierarchy
- The best use of existing LLW management assets
- The need for new fit for purpose waste management routes
The National Waste Programme (NWP) was established to implement the Strategy, and is an industry wide collaboration led by LLWR (now Nuclear Waste Services) on behalf of the NDA. The collaborative practice employed by the NWP is a good example of OneNDA in action.
As a result of the Strategy and the NWP, the NWS now provides access to various Waste Services in addition to disposal. The waste services available protect capacity at the LLW Repository, and help to enable the environmental remediation of nuclear sites across the UK.
Since establishing the NWP, the NDA has set up the Integrated Waste Management Programme (IWMP); NWP is now a programme within the IWMP, which delivers initiatives to enable the most optimal and sustainable waste management outcomes for all radioactive waste i.e. not just LLW.
National Waste Programme
The NWP vision:
Effective LLW management across the UK that delivers value to stakeholders.
The NWP was established in 2011 to lead the implementation of the changes in LLW management practices and culture needed to deliver the Strategy. The National Programme Office, part of NWS, leads and coordinates the delivery of the NWP on behalf of the IWMP and NDA. Partners include all nuclear industry and defence sector waste producers, power generators, medical and nuclear services companies; organisations providing waste treatment and disposal services; NWS; regulators; local and national government; and the NDA.
Partners collaborate on projects and share information to optimise waste management practices, and to deliver the safe, secure, environmentally responsible and cost-effective treatment and disposal of LLW in the UK, in accordance with the Strategy.
-
The NWP at a glance
-
NWP Blueprint describes what the LLW management environment aims to look like in the future
-
NWP Benefit Map identifies the underpinning business changes, projects and enablers required to deliver this future state. Associated benefit maps are produced by individual waste producers and are included in their Joint Waste Management Plans
NWS Waste Services support implementation of the Strategy by enabling access to new and existing waste treatment and disposal services in the UK and overseas. This is carried out on behalf of all waste producers.
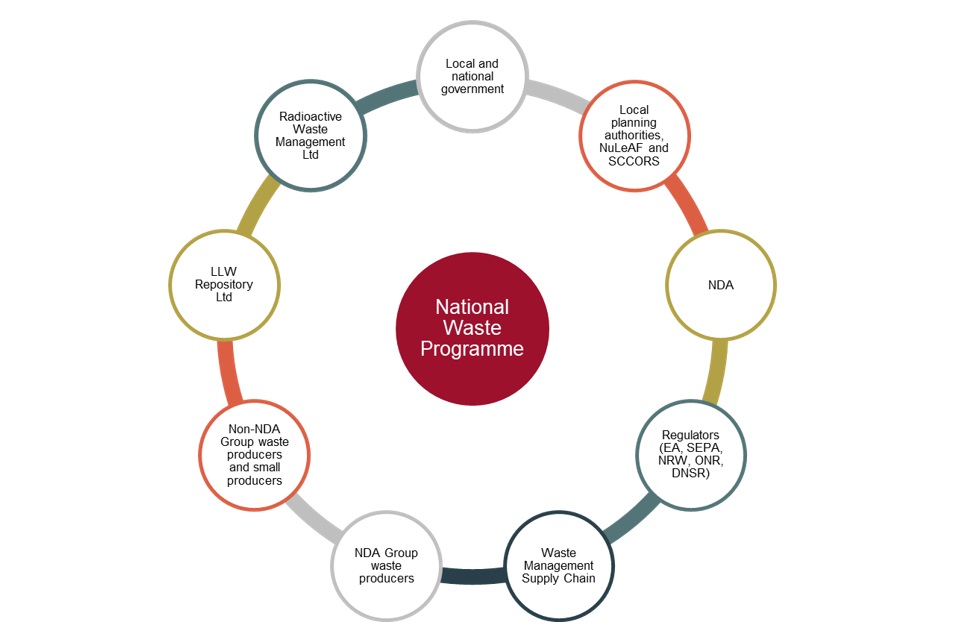
NWP Stakeholders
Who’s who?
Key stakeholders within the NWP and their responsibilities:
- UK government is the sponsor and owner of the LLW Strategy
- NDA leads the implementation of the Strategy. It owns and is responsible for decommissioning UK civil public sector nuclear sites
- NWS leads the delivery of the NWP on behalf of the NDA and government. It acts as integrator for the Strategy through its waste services team and operates the UK’s national LLW repository
- LLW producers and Nuclear New Build implement the Strategy within their organisations and sites, engaging with the NWP
- Regulators work with permitted and licenced sites to implement the Strategy in a safe and compliant manner. The principle regulators are the Office for Nuclear Regulation (ONR), Environment Agency (EA), Scottish Environment Protection Agency (SEPA) and Natural Resources Wales (NRW)
- Supply chain provides capability and capacity in the form of fit for purpose waste treatment and alternate disposal routes to enable diversion from the Repository.
- Planning authorities take account of the Strategy within their mineral and waste plans
- Public recognises the need for suitable facilities and routes to manage the LLW inventory and to engage with the industry
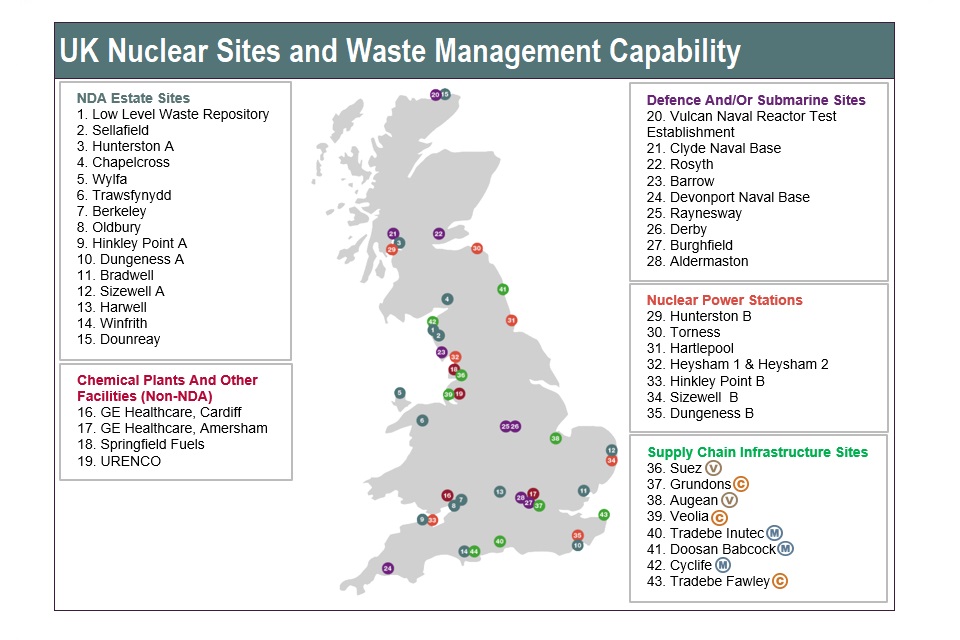
Map of the nuclear industry and waste management facilities
Key stakeholder web-links
Joint Waste Management Plans
Each of the four NDA waste-producing sites produce rolling 5 year Joint Waste Management Plans (JWMPs). These are developed in collaboration with NWS. JWMPs identify projects and activities to support the embedding and implementation of the Strategy and good practice within these organisations. JWMPs also provide a 5 year forecast of waste arisings.
Progress, which supports national strategic goals, is tracked by the National Programme Office and reported to stakeholders.
Reporting (including Waste Metric Dashboard)
The National Programme Office publishes a range of waste metrics and information from waste producers to track progress to ensure the programme benefits are delivered. The objective is to encourage transparency and communicate progress to all stakeholders.
Waste Metric Dashboard
The Waste Metric Dashboard summarises progress on the successful diversion of waste away from direct disposal and on the environmental performance of the NWP.
Waste Metric Dashboards:
NWP Quarterly Report
The NWP Quarterly Reports provide a “snapshot in time” of the progress being made within the NWP community to achieve the strategic objectives of the programme.
Contact the NWP
For all enquiries please contact the National Programme.
National Waste Programme
LLW Repository Ltd
Pelham House
Pelham Drive
Calderbridge
Cumbria
CA20 1DB
Email nwp@llwrsite.com